В соответствии с [1, с. 126] одним из законов развития технических систем (ЗРТС) является «Закон неравномерности развития частей системы»: «Развитие частей системы идет неравномерно; чем сложнее система, тем неравномернее развитие её частей. Неравномерность развития частей системы является причиной возникновения технических и физических противоречий и, следовательно, изобретательских задач».
С объективно наблюдаемой неравномерностью развития частей системы в принципе никто не спорит. Однако отношение к этому явлению у специалистов ТРИЗ разное. В [2], например, данный закон входит в систему ЗРТС. При этом, учитывая указанную автором закона связь неравномерности развития частей с возникновением противоречий в системе, делается логичный вывод, что необходимо стремиться к обеспечению равномерного развития различных частей системы. Напротив, в [3] отмечается, что данный закон является просто фиксирующим, не несущим какого-либо конструктивного посыла, что позволяет просто исключить этот закон из системы ЗРТС. Связь неравномерности с противоречиями при этом просто не рассматривается.
Не смотря на столь кардинальные отличия в отношениях авторов работ [2] и [3] к закону неравномерности развития частей системы, их объединяет одно – отсутствие желания разобраться в механизме этого действительно объективного явления и во влиянии данного явления на реальное развитие технических систем (ТС).
Неравномерность развития частей ТС объективно базируется на принципиальной неоднородности окружающего мира. Понятия «однородность» или «равномерность», которыми оперирует человек, представляют собой чаще всего абстракции, применимые в той мере, в какой для данной модели реального объекта или явления можно пренебречь фактическими неоднородностями и неравномерностями (признаваемыми для данной модели не существенными).
К примеру, штурман, прокладывая курс судна карте, пользуется линейкой: то есть в его модели судно движется по прямой. Однако если посмотреть записи курсографа (прибора, фиксирующего фактическое значение курса, который рулевые называют «ябедником»), то будет видно, что реально судно движется по некоторой кривой, похожей на синусоиду и характеризующейся средним значением курса и амплитудой колебаний курса относительно среднего значения. Поскольку обычно среднее значение курса при нормальном рулевом (или авторулевом) мало отличается от заданного, то штурману достаточно принятой модели равномерного движения судна по прямой. Неизбежные расхождения между планируемым и фактическим нахождением судна могут быть откорректированы при проведении очередной обсервации. Однако для старшего механика траектория движения судна представляется кривой линией, амплитуда колебаний которой влияет на перерасход топлива и сказывается на материальном вознаграждении, которое никакой обсервацией не поправишь.
Лозунг «Кругом всё – системы» (который в принципе правилен) применим не только к ТС в целом, но и к её частям, являющимся подсистемами. Конечно, в составе целостной системы к подсистеме предъявляются определенные и порой достаточно жесткие требования со стороны окружения (системы), ограничивающие и направляющие развитие этой подсистемы. Однако в известной степени развитие подсистемы можно считать относительно самостоятельным.
Во-первых, в соответствии с законами природы, которые определяют построение и работоспособность системы и её подсистем, даже количественное изменение частей системы происходит не одинаково. Например, если мы хотим увеличить водоизмещение транспортного судна в 2 раза, сохранив пропорции корпуса и скорость хода, то линейные размеры корпуса надо будет увеличить в 1,2-1,3 раза, а мощность силовой установки – в 1,6 раза. При этом численность экипажа, скорее всего, не изменится.
Во-вторых, даже одинаковое количественное изменение разных частей системы, каждая их которых занимает определенную «функционально-параметрическую нишу» [4], может привести к тому, что некоторые из этих частей по своим параметрам выйдут за рамки ниши, соответствующей существующему принципу действия, что приведет к необходимости качественного именно этих частей. Например, в свое время потребность в повышении скорости хода боевых кораблей привела к необходимости существенного роста мощности силовой установки. При этом пришлось изменить принцип действия двигателя: вместо паровых машин стали применять паровые турбины. А остальные части силовой установки (паровые котлы, валопроводы и гребные винты), изменившись количественно, качественно остались практически без изменения.
В-третьих, разные части системы обеспечивают разный вклад в выполнение главной полезной функции (ГПФ). Поэтому человек развивает в первую очередь те части системы, которые обеспечат выполнение ГПФ в соответствии с потребностями окружения. Данный подход обусловлен принципиальным противоречием между потребностями общества, которые объективны, но идеальны, а потому и принципиально бесконечны, и возможностями их удовлетворения, которые объективны и материальны, а потому принципиально конечны и ограничены. Для разрешения этого противоречия человек использует два направления. Одно направление заключается в повышении относительной эффективности, то есть в увеличении отношения полезного результата от применения ТС к затратам. Для внутреннего функционирования ТС данное направление проявляется как рост идеальности системы [4]. Другое направление заключается в использовании имеющихся ресурсов в первую очередь на то, что обеспечит рост полезного результата. Для внутреннего функционирования ТС данное направление проявляется как неравномерность развития частей [5].
Рассмотрим в качестве примера такой простой инструмент как «кувалда», вернее, группу аналогичных инструментов, имеющих близкие технические параметры. Типы «кувалд» (на основании [6]) представлены в таблице 1.
Таблица 1
|
|
|
|
|
|
Кувалда: -вес – 5,8 кг; -длина – 90 см |
Кувалда для камня: - вес – 4 кг; - длина – 90 см |
Кузнечный молот: - вес – 5 кг; - длина – 90 см |
Костыльный молоток: - вес – 6 кг; - длина – 90 см |



Приведенные в таблице 1 данные показывают, что в данной группе ручных инструментов наибольшее разнообразие имеет (то есть наиболее интенсивно развивается) рабочая головка, вес и форма которой непосредственно влияют на выполнение ГПФ. Рукояти всех этих инструментов оказываются практически одинаковыми, поскольку с ГПФ связаны опосредствованно. Поперечное сечение рукояти должно соответствовать параметрам человеческой ладони, а длина должна обеспечивать нанесение удара по изделию, расположенном на определенном расстоянии от человека, а также позволять разнести кисти рук человека, держащего рукоять, друг от друга на такое расстояние, чтобы при размахивании инструментом можно было преодолеть момент, создаваемый весом рабочей головки. Если существенно увеличить вес рабочей головки, не меняя длины рукояти, то может не обеспечиться одновременное выполнение требований по отстоянию изделия от человека и по преодолению момента, создаваемого весом рабочей головки. То есть появляется определенное ухудшение, которое можно приписать «неравномерности развития частей системы», но которое на самом деле является следствием отсутствия порогового согласования между параметрами частей системы, обеспечивающими элементарную работоспособность [7]. Поэтому одновременно с увеличением веса рабочей головки инструмента типа «кувалды» в требуемой степени увеличивают и длину рукояти, практически не меняя поперечное сечение.
Связана ли неравномерность развития ТС с противоречиями? Разумеется, связано, поскольку любое изменение в системе приводит к изменению обострения части присущих системе технических противоречий (ТП), а также, в ряде случаев, к устранению некоторых из существующих противоречий или к появлению новых [4]. Постулат о том, что именно неравномерность развития порождает противоречия, является слишком примитивным. На самом деле картина взаимодействия между неравномерностью развития и состоянием противоречий в системе достаточно сложная и неоднозначная.
Обратимся к примеру, приведенному в [1, с. 126]: «… когда начался быстрый рост тоннажа грузовых судов, мощность двигателя быстро увеличилась, а средства торможения остались без изменения. В результате возникла задача: как затормозить, скажем, танкер водоизмещением 200 тыс. тонн. Задача до сих пор не имеет эффективного решения: от начала торможения до полной остановки крупные корабли успевают пройти несколько миль…». Некорректность данного примера заключается в первую очередь в том, что главным средством торможения судна является реверс тяги движителя. Поэтому с ростом мощности силовой установки соответственно увеличивались и возможности торможения. Так что неравномерность развития в данном примере не такая уж и вопиющая. Однако проблема большой величины выбега при торможении у крупных судов действительно есть. Дело в том, что мощность силовой установки при росте водоизмещения увеличивалась, исходя из задачи поддержания заданной скорости хода. Как уже отмечалось выше, количественно увеличение мощности при решении такой задачи меньше увеличения водоизмещения (при росте водоизмещения в 2 раза мощность увеличивается в 1,6 раза). При этом относительная величина дистанции выбега при торможении (то есть дистанция, деленная на длину судна) с ростом водоизмещения увеличивается незначительно. Однако когда длина судна стала составлять несколько сотен метров (длина танкера водоизмещением 200 тыс. тонн – около 300 м), абсолютная величина дистанции выбега при торможении стала такой, что завершающие участки траектории движения при торможении стали визуально не доступны для экипажа судна. Что и стало восприниматься как проблема. Можно ли сделать так, чтобы с ростом водоизмещения дистанция выбега при торможении не росла по абсолютной величине? Можно, если существенно увеличить величину тяги движителя при реверсе и соответственно мощность силовой установки: при увеличении водоизмещения в 2 раза мощность надо увеличить примерно в 2,8 раза. Технически это выполнимо, однако совершенно невыгодно экономически (поскольку стоимость силовой установки является одной из наиболее значимых составляющих в строительной стоимости судна). Кроме того, главной опасностью при торможении большого судна является не столько общая величина выбега при реверсе, сколько значительная протяженность участка движения с малой скоростью, при которой не обеспечивается требуемая степень управляемости с помощью руля. Поэтому главным дополнительным техническим средством, повышающим эффективность торможения больших судов стали не устройства, увеличивающие коэффициент гидродинамического сопротивления судна (например, в виде откидных щитков), которые дают заметный эффект только на начальной фазе торможения, пока скорость движения судна ещё велика, а средства активного управления движением (подруливающие устройства), работа которых не только позволяет обеспечить требуемую управляемость при падении скорости движения, но и увеличивает гидродинамическое сопротивление судна.
В приведенном выше примере показано противоречие, типичное для водоизмещающих судов: улучшение эффективности транспортировки (за счет роста водоизмещения и снижения гидродинамического сопротивления) ухудшает возможности торможения. Это противоречие характерно именно для водоизмещающих судов, для принятого в этих ТС принципа действия, и существовало с самого момента их создания. Необходимо вспомнить, что использование водного транспорта было продиктовано не только и не столько необходимостью преодоления водных преград, сколько необходимостью транспортировки грузов при минимуме энергетических затрат. Использование плавсредств позволило существенно уменьшить трение объекта об опорную поверхность (которое в воде гораздо меньше, чем на суше) и соответственно снизить требуемые усилия для транспортировки грузов, особенно больших. Однако снижение сопротивления движению в данном случае породило проблему торможения. Дело в том, что для торможения судна невозможно перейти от принципа действия, принятого для режима движения, к другому принципу, оптимальному для торможения. Как это принято, например, для наземного транспорта: с помощью специального устройства торможения происходит переход от трения качения к трению скольжения, многократно увеличивая коэффициент и силу трения. Для водного транспорта можно, разумеется, тоже зацепиться за грунт якорем, но только на небольших глубинах, что далеко не всегда возможно в случае морских судов. Кроме того, у водоизмещающего судна тяга движителя, необходимая для эффективной транспортировки, гораздо меньше тяги, обеспечивающей эффективное торможение (для торможения тяга должна быть пропорциональна водоизмещению, а для транспортировки – водоизмещению в степени 2/3). Поэтому обеспечение эффективного торможения приводит к избыточным затратам с точки зрения транспортной эффективности. И наоборот. Типичность данного противоречия именно для водного транспорта будет нагляднее, если сравнить суда с космическими объектами, маневрирующими в безвоздушном пространстве. Торможение этих объектов также обеспечивается тягой двигателей, но для торможения, а также для разгона и движения тяга должна быть пропорциональна массе. То есть принципиальных расхождений в требованиях к техническим средствам, обеспечивающим разные режимы движения, в данном случае нет.
Обратимся теперь к примеру ТС, развитие частей которой происходило существенно неравномерно – к станкам для механической обработки гребных винтов. Как известно, гребной винт (ГВ) является изделием с весьма сложной геометрией. Технология изготовления ГВ предполагает отливку заготовки с последующей механической обработкой. Причем отлить ГВ целиком можно только в том случае, если размеры винта небольшие. Для больших винтов отливают по отдельности лопасти с частью ступицы, затем эти части соединяют методом электрошлаковой сварки и только потом выполняют механическую обработку. А размеры ГВ для больших судов значительные: уже в 60-е годы прошлого века диаметры винтов супертанкеров достигали значений 7…8 м, для современных же контейнеровозов приходится изготавливать винты диаметром до 10…11 м и массой до 130 тонн [8]. Основным оборудованием для механической обработки ГВ является фрезерный станок. Первоначально механическая обработка производилась на сравнительно простых по конструкции станках, что требовало большого объема ручной доводки и работ по проверке геометрии обрабатываемого изделия практически после каждой операции. Для повышения возможностей обработки деталей со сложной геометрией у фрезерных станков стали интенсивно изменять привод к рабочему инструменту: фрезу стали устанавливать на подвижном элементе («хоботе»), повороты которого вместе с перемещениями других частей привода делали станок многокоординатным. Управление перемещением инструмента сначала оставалось ручным, а затем стали применять аналоговое управление на основе модели изделия (реальной или масштабной) с помощью копировальной головки и механической, электромеханической или гидравлической кинематической передачи [9], [10]. Однако точность такой механической обработки была недостаточной, что не позволяло существенно уменьшить затраты времени на проведение проверочных операций (хотя объем ручной доводки удалось снизить). Заметного уменьшения затрат времени на изготовление ГВ удалось добиться только путем дальнейшего развития системы управления и переходом к числовому программному управлению (ЧПУ) [11]. В результате в настоящее время при изготовлении гребных винтов используются обрабатывающие центры с ЧПУ, включающие один (рис. 1) или два (рис. 2) рабочих «хобота» с размещенным на них инструментом.

Рисунок 1 – Обрабатывающий центр с ЧПУ и одним рабочим «хоботом»
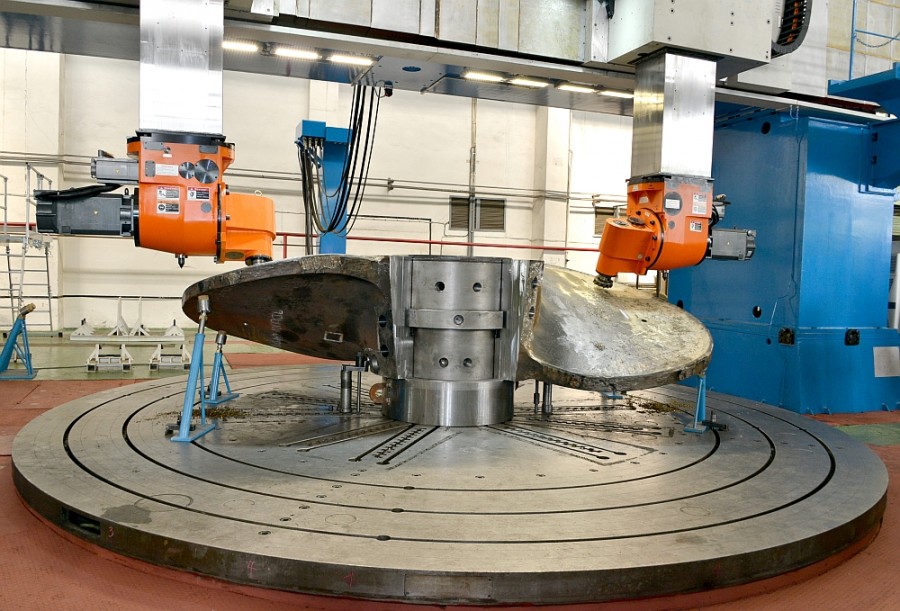
Рисунок 2 – Обрабатывающий центр с ЧПУ и двумя рабочими «хоботами»
Таким образом, исходный нежелательный эффект (НЭ) процесса изготовления гребных винтов, заключающийся в большой продолжительности изготовления, обусловленной значительным объемом ручной доводки и промежуточных проверок геометрии изделия, удалось значительно уменьшить (сделать менее «острым» и «нежелательным») за счет существенно неравномерного развития частей ТС «фрезерный станок». Современный обрабатывающий центр включает неподвижную станину, выполненную из чугуна и стали, неподвижную план-шайбу, на которую устанавливается заготовка для гребного винта, выполненную также из стали, динамичный привод инструмента, выполненный с использованием электромеханических и гидравлических элементов, и цифровая система управления (ЧПУ), включающая элементы, выполненные на микроуровне. При этом задача, например, повышения динамичности станины или перевода её на микроуровень не стоит (просто за ненадобностью). Разумеется, обрабатывающий центр с ЧПУ стоит гораздо дороже обычного фрезерного станка, однако за счет существенного снижения затрат времени стоимость изготовления гребного винта на таком центре получается меньше (причем эффект удешевления существенно увеличивается с ростом размеров гребного винта).
Из приведенного примера можно заключить, что в процессе развития ТС следует добиваться не равномерности развития её частей, а гармоничности этого развития, которое заключается в согласованности степени развития отдельных частей, обеспечивающей получение требуемого полезного результата или устранения определенного НЭ.
Гармоничность развития ТС предполагает своевременную реализацию потенциала развития частей системы, возникшего благодаря существенному изменению одной из подсистем. Однако указанная своевременность на практике реализуется с учетом разнообразных существенных факторов, включающих также общие темпы обновления технических средств в данной области техники. Рассмотрим в качестве примера процесс изменения общей архитектуры атомных подводных лодок (АПЛ). Как известно, первые подводные лодки (ПЛ), имевшие чисто электрическую энергетическую установку и, соответственно, рассчитанные исключительно на использование в подводном положении, имели сигарообразную форму, максимально подходящую именно для подводного хода. Затем, когда энергоустановка ПЛ стала комбинированной, дизель-электрической, и основным по длительности режимом использования стал надводный ход, обводы ПЛ стали мореходными, аналогичными обводам надводных кораблей [12]. Создание атомной энергетической установки для подводных лодок опять сделало ПЛ «подводными», обеспечив нахождение в подводном положении в течение всей автономности. Соответственно форма АПЛ изменилась: вместо мореходных обводов стали применять рыбообразные и торпедообразные обводы, максимально адаптированные к подводному ходу. Однако такой переход произошел не сразу.
Первая в мире АПЛ «Наутилус», созданная в США в 1954 году, имела традиционные для неатомных подводных лодок мореходные обводы (рис. 3). А первая в мире АПЛ «Скипджек», имевшая рыбообразные обводы, (рис. 4) была создана также в США только в 1959 году [13]. Было ли это запаздывание следствием психологической инерции или же было объективно обусловлено? Анализ истории создания атомного подводного флота в США показывает, что данный временной лаг был не случаен. При создании первой АПЛ главной задачей была проверка работоспособности и надежности корабельной атомной энергетической установки. Поэтому в проект АПЛ «Наутилус» решили не вводить слишком много новизны, соединяя новую энергетику с новыми обводами. (Автор на собственном опыте знает как тяжело «доводить до ума» новую технику, содержащую слишком много новых технических решений.) Но про новые обводы разработчики атомных ПЛ не забыли: в 1953 году была создана неатомная опытная ПЛ «Альбакор» с рыбообразными обводами (рис. 5), на которой отрабатывались перспективные схемы оперения и управления. Результаты опытной эксплуатации ПЛ «Альбакор» были учтены затем в создании АПЛ США второго поколения, первой из которых была ПЛ «Скипджек», обводы которой были приняты в соответствии с профилем NACA-67, разработанным на основе анализа форм тунцов и акул. (Правда, в дальнейшем, у АПЛ следующих поколений, для решения задачи снижения шумности гребного винта эти красивые бионические обводы пришлось «испортить» достаточно протяженной цилиндрической вставкой в среднюю часть корпуса.)

Рисунок 3 – Первая в мире атомная торпедная подводная лодка «Наутилус» (США, 1954г.)
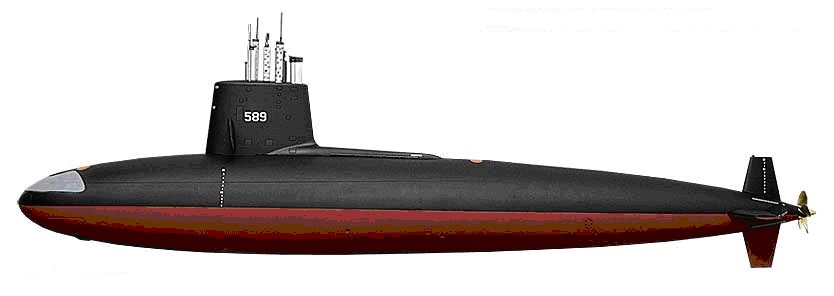
Рисунок 4 – Атомная торпедная подводная лодка «Скипджек» (США, 1959г.)
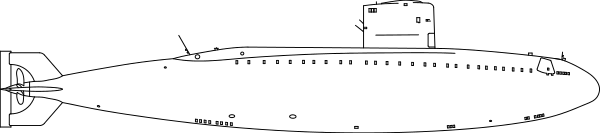
Рисунок 5 – Опытная неатомная подводная лодка «Альбакор» (США, 1953г.)
Опыт создания АПЛ «Скипджек» был использован при создании в США в 1960 году атомной ПЛ «Джордж Вашингтон», вооруженной баллистическими ракетами с подводным стартом, оконечности которой также имели форму в соответствии с профилем NACA-67. В эти же годы в США строились и АПЛ с мореходными обводами, поскольку назначение этих ПЛ требовало достаточно длительного нахождения в надводном положении: это были ПЛ радиолокационного дозора и ПЛ с крылатыми ракетами, имевшими надводный старт. То есть реализация возможности перехода к «подводным» обводам осуществлялась только в тех случаях, если это не противоречило режимам использования АПЛ в соответствии с главным назначениям.
Аналогичная картина наблюдалась и при создании атомного подводного флота в СССР [14]. Первая атомная ПЛ проекта 627 (рис. 6) была создана в Советском Союзе в 1958 году.

Рисунок 6 – Атомная торпедная подводная лодка проекта 627 (СССР, 1958г.)
Как видно из рис. 6, данная торпедная АПЛ первого поколения имела обтекаемые торпедообразные обводы на большей части длины корпуса. Однако корма была выполнена в соответствии с традиционной архитектурой: плоская и двухвальная. Это было обусловлено недоверием к надежности атомной энергетики: на ПЛ была дублированная энергетическая установка, включающая два атомных реактора и две паровые турбины. Одновременно строились АПЛ первого поколения, имевшие на вооружении крылатые и баллистические ракеты. Поскольку все эти ракеты предполагали надводный старт, обводы указанных АПЛ были традиционно мореходными. Но уже АПЛ второго поколения, при создании которых был учтен опыт эксплуатации лодок первого поколения и которые были вооружены ракетным оружием с подводным стартом, приобрели истинно подводную архитектуру.
Правда, советские АПЛ, вооруженные баллистическими ракетами, из-за больших габаритов ракет имели обводы, далекие от оптимальных. Например, АПЛ проекта 667БДРМ (поколения «2++»), построенная в 1984 году (рис. 7). По этой же причине их водоизмещение было довольно велико, что приводило к необходимости применения двухвальной энергетической установки (соответственно с двумя реакторами).

Рисунок 7 – Атомная подводная лодка проекта 667БДРМ с баллистическими ракетами (СССР, 1984г.)
Только переход к более компактным баллистическим ракетам «Булава» позволили российской АПЛ четвертого поколения проекта 955 «Борей» приобрести нормальную подводную архитектуру: одновальную и с обтекаемыми обводами.
С неравномерностью развития частей ТС зачастую связан также процесс изменения системы оценок состояния сторон системы, заключающийся в заключающийся в смене приоритетов и в изменении состава тех или иных ухудшений, которые признаются существенными (нежелательными). К примеру, в [5] было показано, что при существенном прогрессивном изменении общей аэродинамической схемы бомбардировщика ТБ-1 (переход к схеме свободнонесущего моноплана) часть элементов остались плохообтекаемыми: не были закрыты обтекателями кабина экипажа и гнезда стрелков, а шасси было оставлено неубирающимся. Причем дело здесь не в психологической инерции (или отсутствии «сильного тризовского» мышления) конструкторов самолета. Психологическую инерцию можно считать ответственной за запаздывание реализации некоторых прогрессивных технических решений, если разработчик просто не видит этих решений (как говорится, «в упор»). Здесь же картина была другая: все технические решения по повышению обтекаемости были известны, но считались неприемлемыми из-за сопровождавших их реализацию ухудшений. Так, установка фонаря над кабиной экипажа ухудшала обзор и, в случае заклинивания этого фонаря, не позволяла экипажу спастись из подбитого самолета. Обтекатели над гнездами стрелков также ограничивали обзор и затрудняли перемещение оружия: кроме пулемета стрелок должен был вручную вращать и конструкцию обтекателя. Что касается убирающегося шасси, то выход из строя механизма выпуска шасси явно приводил к аварийному режиму посадки самолета.
В то же время недостаточная скорость полета для боевого самолета постепенно становилась все более существенным нежелательным эффектом. Поэтому процесс повышения скорости самолета за счет реализации мероприятий по повышению обтекаемости происходил постепенно. Сначала было осознано, что недостатки, связанные с установкой обтекателей кабины экипажа и гнезд стрелков, можно считать допустимыми. Этому способствовал процесс отработки надежности предлагаемых конструкций обтекателей. После реализации указанных технических решений скорость самолета подросла и стало существенным ухудшение, обусловленное неубирающимися шасси. Правда, внедрению убирающихся шасси летчики сопротивлялись особенно упорно. Это было вполне объяснимо несовершенством существовавшего в то время устройства привода уборки и выпуска шасси, который представлял собой тросовую проводку, трос в которой наматывался на ручную лебедку. Для совершения операции эту лебедку надо было повернуть на заданное число оборотов, переключая определенные рычаги. Ошибка в действиях могла привести к нештатной ситуации. Да и сейчас выход из строя привода убирания и выпуска шасси является не редкой причиной авиационных происшествий, связанных с техническими факторами. Поэтому с внедрением убирающихся шасси «тянули до последнего». Например, известный пикирующий бомбардировщик Юнкерс Ju-87 (Германия) имел на неубирающихся шасси обтекатели (за что его в СССР окрестили «лаптежником»). Подобную схему имел и истребитель Боинг Р-26 (США). Указанные самолеты имели скорость полета около 380 км/час. И только когда скорость полета стала приближаться к 500 км/час, обтекаемость форм стала доминирующим требованием к самолетам и убирающиеся шасси стали применять как обязательное техническое решение [15]. Можно отметить, что и на современных хорошо обтекаемых легких самолетах со скоростью полета до 350…400 км/час шасси выполняются неубирающимися [16]. Очевидно, что указанный рубеж скорости самолета является границей параметрической ниши существования неубирающегося шасси.
Подытоживая изложенное выше о неравномерности развития ТС, можно сделать следующие основные выводы:
- неравномерность развития систем является объективным явлением, в основе которого лежит принципиальная неоднородность окружающего мира;
- для технических систем неравномерность развития связана также с необходимостью разрешения противоречия между принципиальной бесконечностью потребностей и ограниченностью возможностей их удовлетворения; одно из направлений разрешения этого противоречия заключается в использовании имеющихся ресурсов в первую очередь на то, что обеспечит рост полезного результата; поэтому человек развивает в первую очередь те части системы, которые обеспечат выполнение главной полезной функции в соответствии с потребностями окружения;
- развитие подсистем ТС можно считать относительно самостоятельным; поэтому даже одинаковое количественное изменение разных частей системы, каждая их которых занимает определенную «функционально-параметрическую нишу», может привести к тому, что некоторые из этих частей по своим параметрам выйдут за рамки ниши, соответствующей существующему принципу действия, что приведет к необходимости качественного именно этих частей;
- неравномерность развития ТС связана с противоречиями в системе постольку, поскольку любое изменение в системе приводит к изменению обострения части присущих системе технических противоречий, а также, в ряде случаев, к устранению некоторых из существующих противоречий или к появлению новых; постулат о том, что именно неравномерность развития порождает противоречия, является слишком примитивным; на самом деле картина взаимодействия между неравномерностью развития и состоянием противоречий в системе достаточно сложная и неоднозначная;
- в процессе управления развитием ТС следует добиваться не равномерности развития её частей, а гармоничности этого развития, которое заключается в согласованности степени развития отдельных частей, обеспечивающей получение требуемого полезного результата или устранения определенного НЭ;
- гармоничность развития ТС предполагает своевременную реализацию потенциала развития частей системы, возникшего благодаря существенному изменению одной из подсистем; однако указанная своевременность на практике реализуется с учетом разнообразных существенных факторов, включающих также общие темпы обновления технических средств в данной области техники;
- с неравномерностью развития частей ТС зачастую связан также процесс изменения системы оценок состояния сторон системы, заключающийся в смене приоритетов и в изменении состава тех или иных ухудшений, которые признаются существенными (нежелательными).
Источники
1. Альтшуллер Г.С. Творчество как точная наука – М.: Советское радио, 1979
2. Петров В.М. Основы теории решения изобретательских задач – ТРИЗ: учеб. пособие по дисциплине «Алгоритмы решения нестандартных задач» - М.: МЭСИ, 2014
3. Кукалев С.В. Пролегомены к системе ЗРТС (2014) - http://www.metodolog.ru/node/1888
4. Голдовский Б.И., Вайнерман М.И. Рациональное творчество – М.: «Речной транспорт», 1990
5. Голдовский Б.И. Заметки к развитию технического средства «самолет» (2014) - http://www.metodolog.ru/node/1840 - 1841
6. Ударим по полной // Популярная механика. 2015. №5. С. 58-59.
7. Голдовский Б.И. О законе «Согласование технических систем» (2013) - http://www.metodolog.ru/node/1632
8. Самые большие корабельные винты (2011) - http://lifeglobe.net/entry/1950
9. Дружинский И.А. Методы обработки сложных поверхностей на металлорежущих станках. – М.-Л.: Машиностроение, 1965
10. Соловьев И.Н. и др. Станок для обработки гребных винтов. Авторское свидетельство № 610618. Заявл. 14.02.1975. Опубл. 15.06.1978.
11. Яхьев Н. Я., Махин А.В. Автоматизация проектирования и технологической подготовки изготовления лопастей гребных винтов // Вестник АГТУ. Сер.: Морская техника и технология. 2009. №1
12. Лебеф М., Стро Г. Подводные лодки. – М.-Л.: Оборониздат, 1934 (пер. с франц. изд. 1923г.)
13. Букалов В.М., Нарусбаев А.А. Проектирование атомных подводных лодок. – Л.: Судостроение, 1968
14. Отечественные подводные лодки. Проектирование и строительство / Под общ. ред. акад. В.М.Пашина – СПб.: ЦНИИ им. акад. А.Н.Крылова, 2004
15. Соболев Д.А. История самолетов 1919-1945 – М.: РОССПЭН, 1997
16. Берт Рутан: интервью с создателем Voyager и SpaceShipOne // Популярная механика. 2015, № 11 - http://www.popmech.ru/technologies/232168-bert-rutan-intervyu-s-sozdatelem-voyager-i-spaceshipone/
Нижний Новгород
октябрь 2016 года